
Yêu cầu cho hệ thống xử lý tín hiệu trong nhà máy hóa chất: Độ chính xác – An Toàn
1. Đầu vào: Cách ly tín hiệu – Chuyển đổi tín hiệu
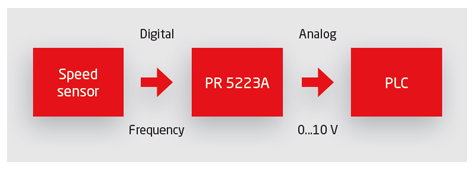
Nguyên liệu thô chứa cellulose được chuyển đến nhà máy trong các thùng chứa. Vật liệu được sàng lọc và một chiếc quạt thổi vật liệu vào silo.
Cần đo chính xác tốc độ quạt để tránh tắc nghẽn hệ thống đường ống liệu đi qua. Cảm biến tốc độ gắn trên quạt được kết nối và cấp nguồn bởi bộ chuyển đổi f/I có thể lập trình PR 5223A, cách ly tín hiệu cảm biến 0…15 KHz và chuyển đổi thành tín hiệu 0…10 VDC cho PLC.
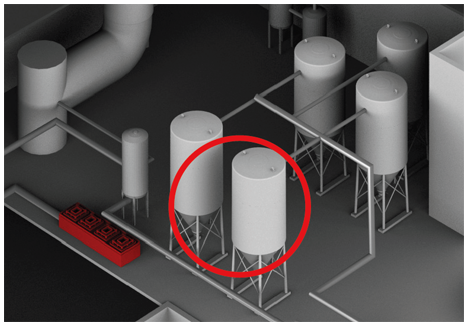
2. Nguồn cấp liệu / silo chứa liệu: Đo mức
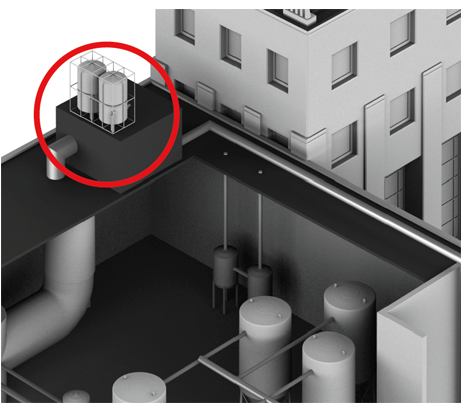
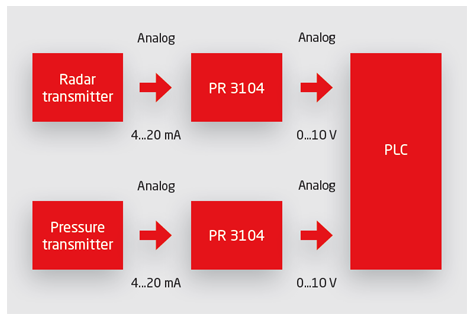
Đo mức trong silo là nhu cầu cần thiết để cảnh báo việc đầy và cạn bể. Một thiết bị đo mức liên tục bằng sóng radar được gắn ở trên cùng của bể và một thiết bị đo áp suất được gắn ở bên hông bể.
Cả hai đều là thiết bị hai dây 4…20 mA. Các thiết bị đo phải được cấp nguồn và tín hiệu 4…20 mA được chuyển đổi thành 0…10 VDC để kết nối với thẻ AI trên PLC. Một giải pháp hoàn hảo với độ chính xác rất cao và thời gian đáp ứng nhanh là sử dụng hai bộ chuyển đổi cách ly PR 3104 dòng mỏng 6 mm trong hệ thống xử lý tín hiệu.
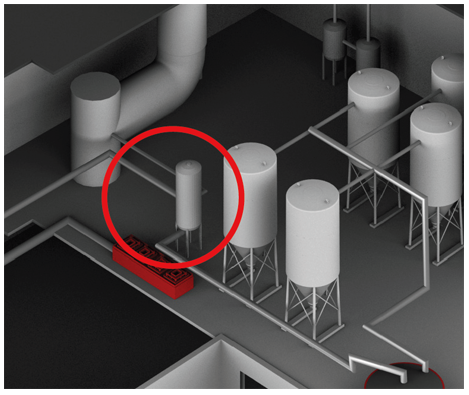
3. Hấp và ngâm tẩm: Đo nhiệt độ
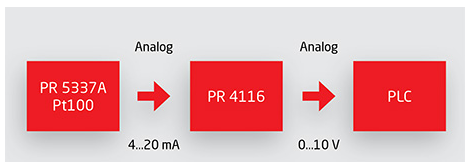
Hơi nước được sử dụng để làm nóng vật liệu cellulose trước và loại bỏ không khí bị mắc kẹt. Axit loãng như axit sunfuric được thêm vào.
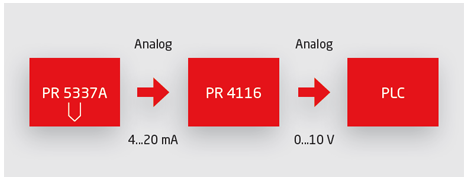
Đo nhiệt độ chính xác là cần thiết để đảm bảo nhiệt độ hơi phù hợp trong quy trình làm việc. Điều này được thực hiện bằng cách sử dụng một cảm biến nhiệt độ có tích hợp bộ chuyển đổi PR 5337A có độ chính xác cao. 5337A được cấp nguồn bởi bộ chuyển đổi đa năng PR 4116, bộ chuyển đổi này cũng chuyển đổi tín hiệu 4…20 mA thành tín hiệu 0…10 VDC cho PLC.
4. Tiền xử lý hemicellulose: Bộ chuyển đổi tín hiệu
Tiền xử lý là bước đầu tiên của quy trình sản xuất etanol sinh học xenlulô. Mục đích của tiền xử lý là làm cho cellulose dễ bị phân hủy hơn để sẵn sàng cho bước thủy phân enzyme. Tiền xử lý Hemicellulose, được tạo thành từ các loại đường vi hạtkhác nhau có năm hoặc sáu nguyên tử carbon, được lọc ra ở độ pH thấp, ở nhiệt độ > 170°C. Hai lò phản ứng liên tục, hoạt động nối tiếp. Khi quá trình thủy phân axit loãng phân thành hai giai đoạn, lò phản ứng đầu tiên được sử dụng để thủy phân hemicellulose và cellulose bị phân hủy trong lò phản ứng thứ hai ở nhiệt độ cao > 200°C.
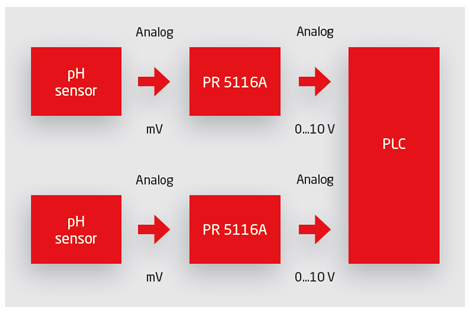
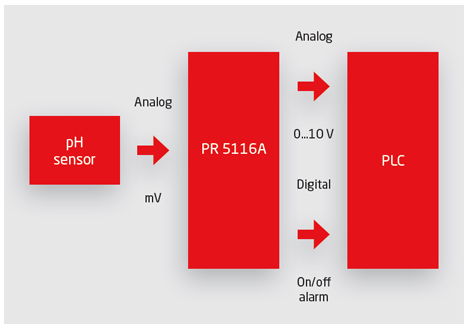
Việc đo và kiểm soát độ pH chính xác là cần thiết trong cả hai quy trình của hệ thống xử lý tín hiệu để mang lại năng suất cao nhất. Cả hai cảm biến pH đều được kết nối với bộ chuyển đổi có thể cài đặt cấu hình PR 5116A, giúp tuyến tính hóa tín hiệu đầu ra mV từ cảm biến pH và chuyển đổi phép đo thành tín hiệu 0…10 VDC cho PLC.
5. Trung hòa / kiểm soát chất ức chế: Đo nhiệt độ
Bùn từ quá trình tiền xử lý được trung hòa và cũng có thể được xử lý để kiểm soát các chất ức chế có thể cản trở quá trình lên men.
Nhiệt độ cao được sử dụng trong các hệ thống này, làm cho toàn bộ quy trình trở nên thân thiện với môi trường hơn và tăng năng suất.
Phép đo nhiệt độ được thực hiện với cảm biến TC có thời gian đáp ứng nhanh và bộ chuyển đổi PR 5337A HART 5/7 cung cấp khả năng bù nhiệt, cách ly và chuyển đổi CJC chính xác thành tín hiệu 4…20 mA chống nhiễu. 5337 được cung cấp nguồn bởi bộ phát đa năng PR 4116 cũng chuyển đổi tín hiệu 4…20 mA thành tín hiệu 0…10 VDC cho PLC.
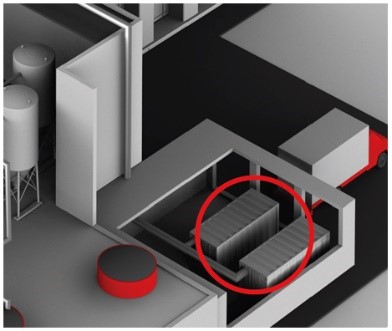
6. Thủy phân / lên men: Cách ly tín hiệu
Vật liệu đã xử lý trước được đưa vào các bể, được kiểm soát nhiệt độ để thủy phân cellulose thành đường đơn bằng enzym. Quá trình lên men đường thành ethanol bắt đầu khi men được thêm vào. Nếu men được thêm vào cùng với enzyme, quá trình này được đặt tên là SSF (Đường hóa và lên men đồng thời). Ngoài ra, quá trình thủy phân và lên men có thể xảy ra trong các bước riêng biệt, SHF (Thủy phân và lên men riêng biệt). Cặn rắn còn lại sau quá trình thủy phân và lên men chủ yếu bao gồm lignin.
Quá trình thủy phân enzyme thường xảy ra ở pH 4,5-5. Do đó cần đo pH chính xác để tối ưu hóa quy trình. Cảm biến pH được kết nối với chuyển đổi có thể cài đặt cấu hình PR 5116A cung cấp khả năng tuyến tính hóa/cách ly và tín hiệu 0…10 VDC tới PLC. Hai tiếp điểm cảnh báo trong 5116 cũng được kết nối với PLC, cung cấp cảnh báo pH cao và thấp.
7. Nhân giống nấm men: Đo nhiệt độ
Nhân giống men được thực hiện khi sử dụng men phi thương mại. Thông thường được thực hiện trong ba bước liên tiếp trong vài ngày.
Trong quá trình nhân giống, nhiệt độ được duy trì ở một mức nhất định và men nhân giống được sục khí theo yêu cầu của từng chủng cụ thể, do đó cần kiểm soát nhiệt độ xác định.
Một giải pháp tốt là sử dụng cảm biến nhiệt độ vệ sinh với bộ chuyển đổi nhiệt độ PR 5331A được gắn trong đầu cảm biến. Đầu ra từ 5331 cần được chia thành tín hiệu 0…10 VDC cho PLC và tín hiệu 0…20 mA cho bộ ghi dữ liệu. Một giải pháp tuyệt vời là bộ chuyển đổi/bộ chia cách ly PR 3109. 3109 cung cấp năng lượng cho bộ phát 5331 và xuất ra hai tín hiệu tương tự riêng biệt với thời gian phản hồi cực nhanh.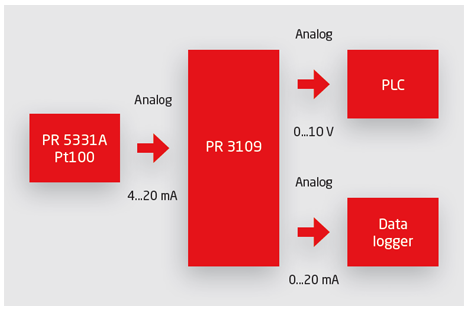
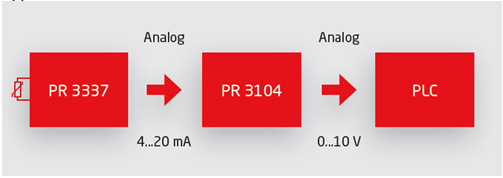
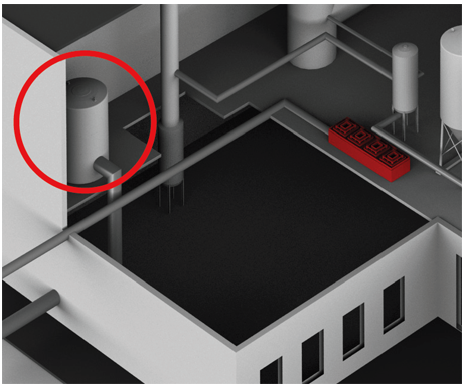
8. Chưng cất: Đo nhiệt độ
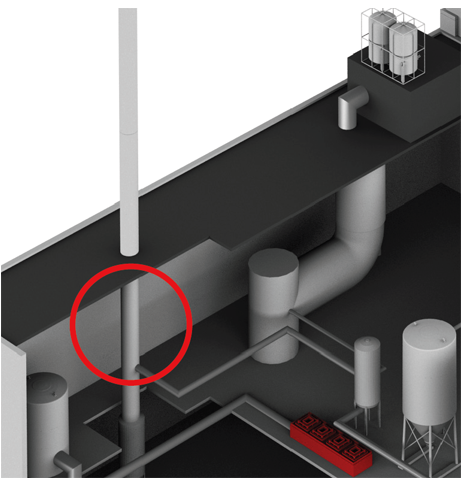
Ethanol được tạo ra từ quá trình lên men được làm nóng, làm cho hơi ethanol bốc lên cột chưng cất. Nước ngưng tụ từ hơi và chất lỏng chảy ngược xuống, làm tăng nồng độ ethanol trong hơi bốc lên. Hơi giàu etanol rời khỏi đỉnh cột được làm lạnh và ngưng tụ trong khi phần còn lại ở đáy cột, phần tĩnh, được đưa đến quá trình tách lỏng/rắn.
Cần có nhiều cảm biến nhiệt độ Pt100 trong cột chưng cất để kiểm soát nhiệt độ chính xác của quy trình. Các cảm biến này phải được kết nối với PLC, PLC chỉ chấp nhận đầu vào 0…10 VDC. Toàn bộ dây nhiệt độ Pt100 được kéo về tủ điều khiển bằng inox lắp dưới chân cột. Một giải pháp nhỏ gọn và vượt trội về độ chính xác và thời gian phản hồi nhanh là sử dụng bộ chuyển đổi nhiệt độ HART 7 loop power PR 3337 được cách ly. Một cáp nhiều dây dẫn cho tất cả các tín hiệu 4…20 mA được kéo trở lại phòng điều khiển – nơi có một số bộ chuyển đổi biệt lập PR 3104 xử lý cấp nguồn cho các bộ phát 3337, cung cấp khả năng cách ly và chuyển đổi tín hiệu 4…20 mA thành 0…10 VDC theo yêu cầu của PLC.
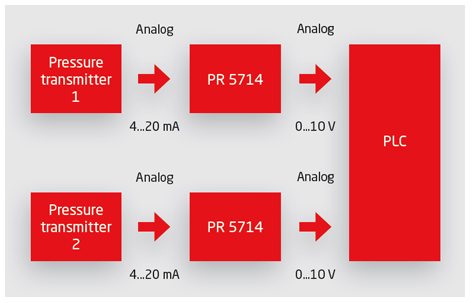
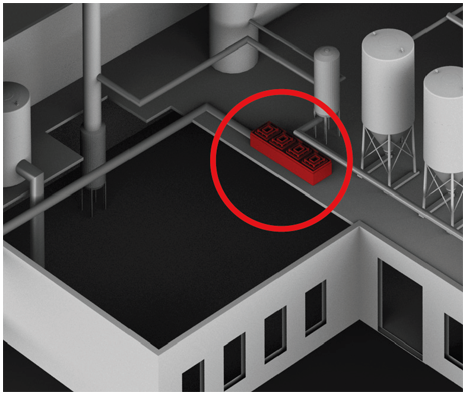
9. Bồn chứa liệu: Đo mức
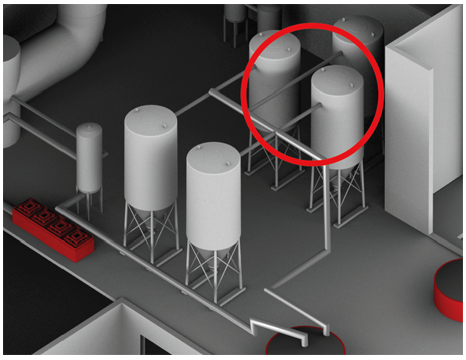
Ethanol từ quá trình chưng cất chứa khoảng 90% ethanol. Sản phẩm ethanol được chứa trong bồn chứa trước khi vận chuyển khỏi nhà máy.
Một cảm biến áp suất được sử dụng để cảm nhận mức bể để tránh tràn. Vì lý do an toàn, hai bộ đo áp suất được gắn ở các vị trí khác nhau trên bể chứa. Mỗi bộ truyền áp suất kiểu hai dây 4…20 mA được kết nối với đèn LED chỉ báo có thể lập trình PR 5714, cấp nguồn, cách ly và truyền lại tín hiệu. Màn hình được gắn trong tủ điều khiển bằng thép không gỉ gần thùng sản phẩm để thuận tiện cho việc đọc dữ liệu và truyền lại tín hiệu 4…20 mA cho hệ thống điều khiển.
10. Máy ép màng lọc: Chuyển đổi tín hiệu
Cặn rắn dạng hạt mịn được tách ra khỏi phần còn lại của quá trình chưng cất bằng cách lọc và được sử dụng làm nhiên liệu để sản xuất năng lượng hoặc làm chất nền cho các hoạt động phát triển trong các ứng dụng có giá trị cao hơn. Nước xử lý được đưa đến công trình khí sinh học tại khu công nghiệp. Tất cả các dòng nước xử lý từ nhà máy đều được xử lý sinh học trước khi thải ra ngoài.
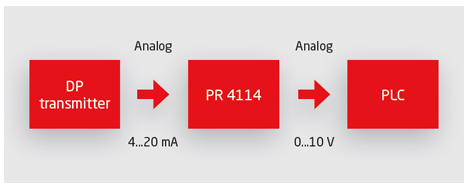
Cảm biến chênh áp được sử dụng để đo chênh lệch áp suất trên máy ép màng lọc, đảm bảo độ ổn định cao nhất của hệ thống.
Mỗi cảm biến chênh áp (Diffirent Pressure) được cung cấp năng lượng bởi bộ chuyển đổi đa năng PR 4114 có thể cài đặt và hiển thị thông qua màn hình/lập trình PR 4510 gắn trực tiếp trên 4114. 4114 cũng chuyển đổi tín hiệu DP thành tín hiệu 0…10 VDC, được yêu cầu bởi PLC. Giải pháp này cung cấp khả năng hiệu chỉnh quy trình dễ dàng thông qua các nút ấn trên thiết bị lập trình có thể tháo rời 4510.
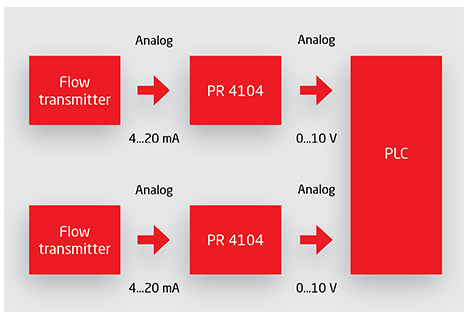
11. Ống xả: Cách ly – Cách ly tín hiệu – Chuyển đổi tín hiệu
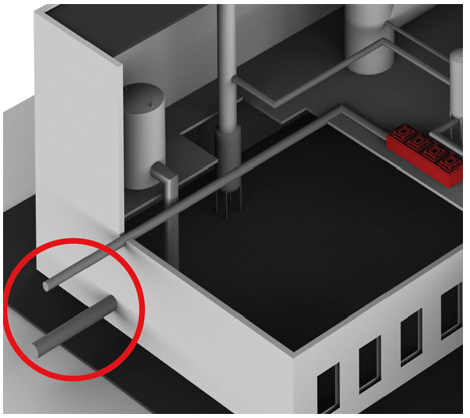
Các phép đo lưu lượng chính xác là cần thiết từ cả đường ống etanol và nước.
Nhiệm vụ này được giải quyết bằng cách sử dụng 2 bộ truyền lưu lượng kiểu hai dây. Cần cách ly và chuyển đổi tín hiệu để kết nối tín hiệu 4…20 mA với PLC bằng thẻ AI 0…10 VDC tiêu chuẩn. Sự lựa chọn hoàn hảo, bổ sung tính năng bảo vệ EMC mạnh mẽ và chẩn đoán cục bộ, là hai trong số bộ truyền tín hiệu đơn cực/lưỡng cực PR 4104.
Trên đây là những mô tả chi tiết của Hệ thống xử lý tín hiệu trong nhà máy hóa chất. Quý khách hàng có nhu cầu tìm hiểu về các sản phẩm PR Electronics, vui lòng liên hệ với VN Tech theo thông tin dưới.