
Introduction to the Temperature Monitoring Solution
In industries such as food storage, pharmaceuticals, cold warehouses, data centers, or industrial production, temperature monitoring plays a critical role in maintaining product quality, safety, and process reliability.
Traditional manual monitoring methods are time-consuming, inaccurate, and lack immediate alerts when temperature thresholds are exceeded.
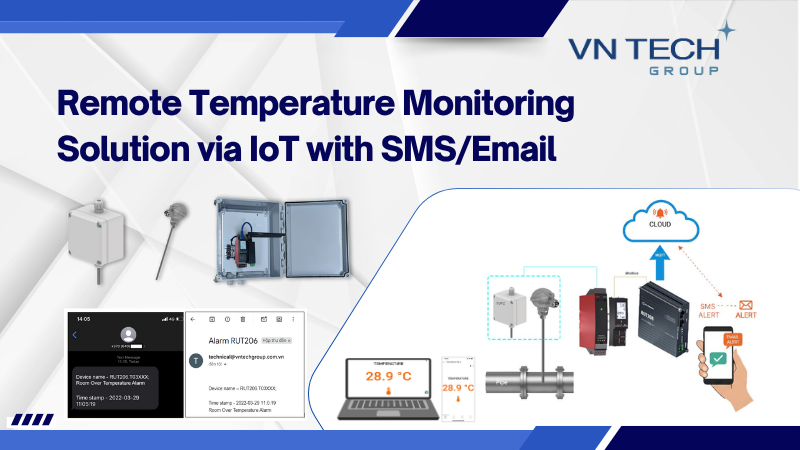
The IoT-based remote temperature monitoring solution provides a modern, automated, and accurate way to track temperature data in real time. The system also sends instant SMS and Email notifications when abnormal conditions are detected.
Main Components of the IoT Monitoring System
Temperature Sensors (Pt100, Thermocouple)
These sensors measure ambient, liquid, or pipeline temperature precisely.
They are suitable for both low-temperature and high-temperature applications.
Signal Converter 4114/4511PR (PR Electronics – Denmark)
The converter receives signals from temperature sensors and transforms them into standard analog (4–20mA) or Modbus RTU signals.
It offers high electrical isolation (2.3kVac) and excellent measurement accuracy, minimizing interference and error.
Data can be monitored locally or transmitted remotely to the IoT gateway.
IoT Gateway RUT206 (Teltonika Networks – Europe)
The gateway collects Modbus data from the PR converter via RS485 communication and transmits it to a Cloud IoT platform through 4G/LTE or Ethernet connectivity.
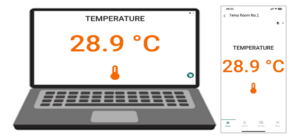
Users can view real-time data and system dashboards from computers or smartphones.
Cloud IoT Platform
The platform stores and visualizes temperature data in real time.
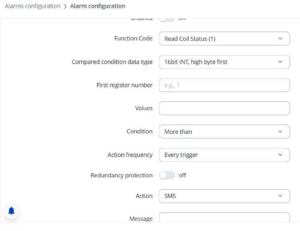
Users can configure threshold values and automatically trigger SMS and Email alerts when temperatures exceed set limits.

How the IoT Temperature Monitoring System Works
-
Temperature sensors measure actual temperature values.
-
The 4114/4511PR converter receives and converts the sensor signals into Modbus RTU format.
-
The RUT206 gateway reads data via RS485 and transmits it to the Cloud IoT platform using the MQTT protocol.
-
The Cloud IoT platform displays real-time temperature data and sends alerts via SMS and Email when set limits are exceeded.
Users can access both real-time and historical data, receive instant notifications, and configure custom thresholds and alarm rules for different monitoring zones or equipment.

Key Benefits of the IoT-Based Temperature Monitoring Solution
Instant and Accurate Alerts
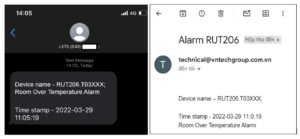
SMS notifications are suitable for urgent alerts requiring immediate attention.
Email notifications provide detailed reports including timestamps, temperature readings, and affected locations.
Real-Time Monitoring Anywhere
Users can access temperature data anytime through a web-based dashboard or mobile app.
Multiple monitoring points can be managed under a single unified platform.
Industrial Reliability
PR Electronics and Teltonika devices are designed for industrial environments, ensuring long-term durability, high accuracy, and stable operation even under harsh conditions.
Preventive Maintenance and Cost Savings
Early detection of temperature anomalies helps prevent equipment failure and product loss, minimizing operational downtime and financial risks.
Applications
This IoT-based temperature monitoring solution is ideal for:
-
Cold storage and food processing facilities
-
Pharmaceutical and vaccine storage systems
-
Data centers and server rooms
-
Industrial production lines
-
Logistics and refrigerated transportation systems
Conclusion
Implementing a remote temperature monitoring solution using IoT technology enables businesses to improve efficiency, ensure safety, and maintain consistent product quality.
VNTECH GROUP (Vietnam Measurement Equipment & Industrial Valves JSC) is proud to provide comprehensive solutions in measurement, control, and automation.
We represent globally recognized brands such as UWT (Germany), PR Electronics (Denmark), BD Sensors, Yokogawa, and Teltonika, delivering high-quality products and expert technical services across Vietnam.
Contact Us
We are the exclusive distributor of this product line in Vietnam.
Please contact us for detailed consultation and to receive the best price and technical support tailored to your needs.
At VNTECH GROUP, customer satisfaction is always our top priority.
We are dedicated to providing our clients with the best quality products and services, ensuring long-term reliability and performance.
 Contact us today to discover the optimal monitoring solution for your requirements — with the most competitive pricing on the market.
Contact us today to discover the optimal monitoring solution for your requirements — with the most competitive pricing on the market.
Xem thêm: